







Days Gone By Stories from the Trailblazing Years of Yamaha Motor

5An Unconventional Pool Changes Everything
Endurance and durability testing is absolutely key to ensuring engine reliability. Back then we mainly ran our engines on dynamometers for testing, so not only could we not really run them long enough to perform a credible durability check, but the testing conditions were different from what our products were subjected to in the real world. Mounting the outboards on boats and driving them around for hours on end was also simply impractical. The best we could do was mount engines to a floating testbed at a dock at the Arai Factory and run tests there.
However, that location had various restrictions and we could only operate the engines for 3 or 4 hours daily, so I personally visited Managing Director Koike and told him that we badly needed a dedicated facility to perform outboard endurance testing. This was in September 1972.
Coincidently, it was right around then that Yamaha Motor was moving forward with talks to acquire Gamagori Development Co., Ltd., a shipbuilding company located on reclaimed land on Mikawa Bay. Part of the company’s grounds extended to the coastline and we thought we could use it for endurance testing. Some raised concerns that it was too far from Hamamatsu to be practical for testing, but the need for a real solution was urgent so distance wasn’t enough to change our minds. And that’s how we somehow managed to find a dedicated location for endurance testing.

A full view of the Gamagori test site at the time (on the coast)
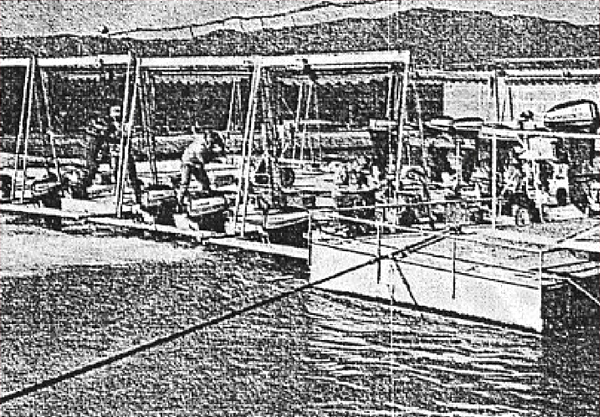
At first, we just floated a pontoon inside a torn-up shipyard dock near the shore, mounted the engines on that and ran them there. We also built a small shack near the pontoon for the testers to work in. These steps were the first ones we took to start up our endurance testing program.
In those days, it took two-and-a-half hours to drive from Hamamatsu to Gamagori for meetings or to deliver parts. Testing in the rain was also very difficult, especially when typhoons would approach. We had to drag the pontoon ashore, reinforce the shack and rush around to make other preparations before they hit. But as long as the sea wasn’t too rough, we were able to better replicate actual use conditions, even running the engines all through the night.
Department Manager Kouno was the first person put in charge of the Gamagori test site. The engines were run continuously with the site’s 15 or so personnel working around the clock in three shifts. Multiple engines were run continuously, so if one ever stopped for some reason, it was immediately checked, the problem was fixed and it was started up again.
We had the testers constantly monitoring the engines all through the night, and it’s thanks to their hard work that we discovered problematic areas one after another that had previously gone unnoticed. This testing out on the water continued for two-and-a-half years.

Outboards being tested at the time (on the coast)
However, these tests were always affected by the weather, making them inherently inefficient, and all of the engine testers really wanted to switch to a land-based site over which they would have more control. At first, we got the idea to build a big pool, fill it with seawater, float a pontoon in it and run the engines on that.
But because the test site at Gamagori was built on reclaimed land, the ground was soft. The weight of a typical concrete pool would cause it to sink into the ground and the concrete to crack from deformation. Since that wouldn’t do, we decided to make a pool using construction-grade rubber sheet since it would be better suited to the soft foundation. We would dig a 50 m × 30 m rectangular hole two meters deep, line it with the rubber sheet and fill it with seawater.
We quickly solicited Kanebo, a maker of rubber sheeting, for their input to see if it was doable. They said, “DuPont’s Hypalon rubber sheet would probably be suitable, but we have no experience with making anything that big. On top of that, the sheeting only comes in standard lengths, so it would have to be glued together on site and that requires high temperatures. We honestly don’t know if we can actually do this...”
Still, we begged them to reconsider and see if there was some way they could do it. After they took some time to think it over, Kanebo got back to us: “Let’s give it a shot. It’s a new and challenging job, and if we succeed it’ll be good advertising for us.”

The new testing pool under construction

The author inspecting the new test site
With that, Tobishima Corporation and Kanebo began a collaborative project to build this utterly unconventional pool. And in February 1975, we finally had a purpose-built facility for outboard testing: the Gamagori Endurance Test Site.
This was the world’s first pool made of soft, flexible rubber sheeting. Kanebo said they couldn’t offer a warranty longer than ten years, but we drain it once a year for inspections and small repairs, and it’s already lasted for 17 years and is still going strong.
An office building and testing equipment were later constructed around the pool. In 1983, a computer-controlled automatic engine monitoring system was installed and Gamagori became the modern engine endurance testing site it is today. The department managers heading Gamagori’s operations during those years like Kouno-san, Nishida-san, and Taimura-san poured their hearts and souls into their work alongside their testing staff. Looking back on it all, I think building a proper testing facility at Gamagori was a big part of what led to Yamaha outboards now boasting the world’s highest levels of quality.
Outboard testing begins at the new pool
6Adopting Die Casting
One other problem we had with our engines back then was their weight. Compared with the outboards produced by leading American brands like Outboard Marine Corporation (OMC) and Mercury, our outboards were simply too heavy, a disadvantage due to the different manufacturing methods Yamaha was using.
Most of the parts in OMC and Mercury outboards were made of aluminum and die cast while our outboards used either sand-casted or permanent mold-casted parts. Of course, this was partly because their production volumes were far greater than ours, but because an outboard’s product appeal is largely based on how light and compact it is, our products would never be top class until we also started using die casting. However, implementing die casting would mean we’d have to fundamentally change the way we did product development.
Until then, we had been doing prototyping with sand molds because production was also done using them or permanent molds; if the prototype was thoroughly tested beforehand, there would be no big problems once production got underway. But for die casting, you first test the prototype sand mold, then build a die casting prototype mold prior to production, run tests on it, and then finally start production using die casting.
Furthermore, it was easy to change the mold with sand casting, but this wasn’t the case with die casting. Because our production volume was low, the mold-related expenses per outboard were naturally higher, driving up manufacturing costs as well. It was a veritable one-two punch of increased development time and cost.
At the time, our production numbers did not yet warrant the adoption of die casting, but if we didn’t quickly gain experience our products would never improve; it was a path we would someday have to follow regardless. I explained this necessity for using die casting for our outboards at a board meeting, and though it represented a rather drastic measure, using die casting in future outboard development was approved. In those days, it was a topic crucial enough to be put before a board meeting.
7Negotiations with the Mighty Brunswick Corporation
To turn back the clock a bit, in late 1971 American conglomerate Brunswick Corporation approached us regarding a business tie-up. In addition to owning Mercury Marine, one of the largest producers of outboards, they were also involved in numerous other ventures, from bowling and the defense industry to synthetic materials. Yamaha’s outboard division at the time was still far below the world level in both its technical and production capabilities.
Brunswick asked us to first come and see their Mercury operations. So Managing Executive Officer Ono—he headed our technology arm—led a group of eight consisting of Executive Officer Sugiyama, Executive Officer Nemoto, myself and Department Manager Fukuda from Yamaha, and Executive Officer Ito, Department Manager Ito and Department Manager Toshio Suzuki from Sanshin Industries. We set off for Oshkosh in Wisconsin to tour Mercury’s outboard factory.

The Yamaha Motor and Sanshin Industries team visiting Mercury

The team riding in boats powered by Mercury outboards (author in the passenger seat of the middle boat)
We spent roughly a week there inspecting just about all of their facilities, from the factory to their test site. Compared with Yamaha’s outboard division, it was a world of difference; we were left profoundly impressed over and over again. For example, the factory was well over ten times larger than Sanshin Industries, and had a whopping 40 die-casting machines—including some in the large 1,600-ton class—and 20 or so Gleason gear cutters lined up on the floor. At the time, Yamaha didn’t even have one die-casting machine and Sanshin didn’t have a single Gleason.
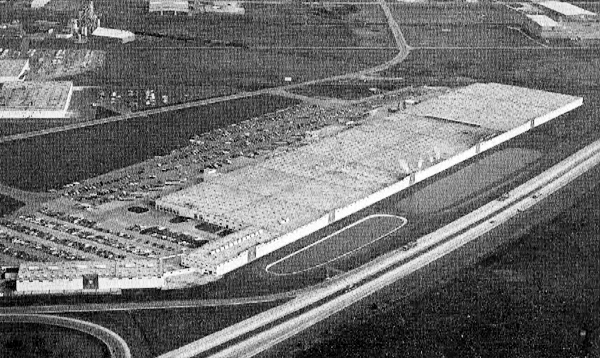
A bird’s-eye-view of the Brunswick factory
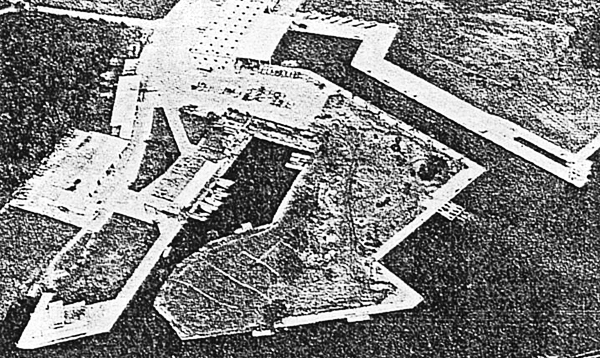
Mercury’s dedicated testing facility at Lake X
I later learned that when it came to die-casting technology and manufacturing, Mercury was No. 3 in the world after auto-giants General Motors and Ford. Mercury also had three test sites, with the main one being a large lake they owned in central Florida that they called “Lake X.” The facility covered 11,000 acres and there was a 6-mile test course built within its 19-mile circumference. An airfield was also located on the grounds and a company aircraft was used for travel between the test site and the headquarters in Wisconsin.
At the time, Mercury had 4,700 employees, hundreds of whom worked in development and testing. The company’s yearly product development expenses were equivalent to a couple billion yen, their product line included everything from small 2 hp models to massive six-cylinder offerings, and the company produced some 230,000 outboards per year. There was absolutely no way we could compete with such a company.
After the trip, we all had reached the same conclusion: It’ll be next to impossible for us get our outboards on par with the world’s best if we try to do everything on our own. In order to grow our lineup and start competing on the world’s markets as quickly as possible, the best course of action would be to make the most of this opportunity, and learn from Mercury’s history, technical know-how and experience.
Making our report to President Kawakami, we told him that we wanted to consider setting up a business relationship with Brunswick that would allow us to still retain control over our sales and management. Brunswick wanted to use Yamaha’s small-engine technology and productivity to enhance its lineup of smaller outboards, and form a sales network with two different brands in the same way OMC had been successful with its two brands.
Yamaha on the other hand was looking to acquire Mercury’s technology for outboards aimed at the recreational market—especially for big horsepower models—with the hopes of establishing a foothold for the business in international markets, and saw the possibility of a tie-up with Brunswick as a great opportunity for that. So our two companies both had something to gain by working together, but as negotiations proceeded it eventually became clear that Brunswick was really seeking a joint venture agreement. And while President Kawakami was in favor of technical cooperation, he was dead set against a joint venture. It was shortly after this that negotiations ground to a halt.
Brunswick wanted a joint venture with a Japanese outboard maker and their first choice was Yamaha, but if that didn’t work out they could just as easily approach Suzuki, Tohatsu or any other outboard manufacturer in the country. What course of action to take was carefully deliberated by Yamaha management. When considering the future of our outboard operations, working with Brunswick would offer significant merits. However, the big decision that had to be made at the time was whether or not the sacrifices required of a joint venture would be worth it in the end.
In the end, President Kawakami agreed to the joint venture, a decision that determined the future direction Yamaha outboard motors would take.

At the signing of the joint venture agreement