What the Japanese Bayberry Trees Have Seen Stories from the Early Years of Yamaha Motor
介绍雅马哈发动机技术背后的故事。
32我们赢在富士
赛车有能力让众多观众兴奋、着迷和着迷,但很少看到并且必须记住的是创造一支成功团队的大量污垢和汗水:即使是天生的天才车手也必须进行无休止的斯巴达训练为了磨练他们的技能,工程师们发挥他们的魔力将机器的原始性能转化为赛道上的竞争力,以及协调这一切并安排一切可能需要的团队工作人员。
7 月 10 日,第三届富士山攀登比赛的日子终于到来了。这是当时日本最大的摩托车比赛,也是日历上的一项重大赛事。于是,全国的摩托爱好者纷纷涌向富士山。日本乐器制造株式会社和雅马哈发动机大批员工前来为团队加油和支持。其他支持者也从东京分公司和其他雅马哈分公司和经销商赶来。
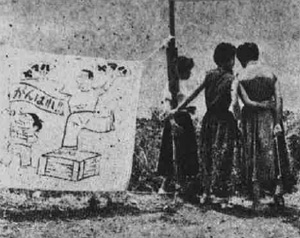
 快要开始了,最右边的无线电员
快要开始了,最右边的无线电员Yamaha 进入了 12 台机器,11 辆单人自行车和一辆配备了 Minato 边车的车。我们的车手穿着引人注目的白色棉质骑行服,与本田车手所穿的黑色皮革形成鲜明对比。虽然有些人可能认为白色的服装让他们看起来像业余爱好者,但雅马哈车手决心不惜一切代价赢得胜利。
 日本乐器制造株式会社支持者等待比赛开始(接近第一阶段)
日本乐器制造株式会社支持者等待比赛开始(接近第一阶段)早上9点30分,第一辆自行车从浅间神社旁神田川上的御手洗桥附近出发。剩下的机器以一分钟的间隔紧随其后,直到11:00之后,最后的机器才出发。
即使在今天,神田川仍以其清澈的海水和钓鳟鱼而闻名。雅马哈的赛事总部位于起点下游神田桥旁的天神楼旅馆。
起点旁边是一座两层楼的茶馆,名叫月亮。我们租了整个二楼和屋顶,上面覆盖着波浪形的金属板。在屋顶上,雅马哈的无线电团队通过手持超短波无线电与驻扎在山上第一和第二阶段的其他成员保持联系,密切关注比赛进展情况。
 赛前净化赛道的Tsuyuharai仪式
赛前净化赛道的Tsuyuharai仪式本田的塞斯纳飞机在起点上方一遍又一遍地盘旋,一边放着传单,一切都让这场奇观的兴奋达到了高潮。作为赛前活动的一部分,两名穿着曾在富士山周边平原使用的传统狩猎装束的男子骑着涂有栗色纸浆的大型 Rikuo 摩托车,并在赛前进行了 tsuyuharai 仪式以净化赛道。
Yamaha 的 Red Dragonflies 和他们身穿白色西装、戴着白色头盔的骑手从起跑线出发,伴随着 2 冲程的高音排气音。其他大部分机器几乎都是全黑的,所以雅马哈非常显眼。起跑区的人和大多数观众都不知道谁会获胜,紧张和不确定性显而易见。然后在早上11点40分,传来雅马哈获胜的消息,全队爆发出狂野的欢呼和胜利的呼喊声。 “我们赢了!雅马哈赢了!万岁!万岁!”球队和球迷们的脸上都洋溢着喜悦的泪水,他们意识到我们几乎不敢梦想的胜利终于成为了现实。
 冈田赛车
冈田赛车获胜者是 Teruo Okada,时间为 29'07。紧随其后的是队友永田圭司,成绩为29'44.2(这实际上是因个人原因以永田名义参赛的日吉升);并列第四的是山桥贤三和铃木悟,时间相同,为 29'53.4;第 6 名是 Mitsuru Masuko,成绩为 29'59.8;排名第 8 的是 Teruo Ishii,成绩为 30'47;以 30'49.9 排名第 9 的是野口种治。除了本田 Benlys 的第 2 和第 7 名以及铃木 Koreda 的第 10 名之外,所有获得奖项的前十名都是雅马哈。
摩托车行业新手雅马哈在富士山攀登比赛中取得如此惊人的胜利,再怎么强调也不为过。这是一项具有无与伦比价值和效果的公关壮举,也是对行业的全国性宣言,即雅马哈现在是主要参与者。
 终点线区域
终点线区域伴随着七面胜利旗的胜利机器返回滨松,历史性胜利的报告将交给正在广泽镇家中病愈的川上凯一会长。获胜的机器和七面旗帜排列在他的前草坪上,川上总裁亲自向他完整报告了雅马哈如何赢得比赛。
“做得好!”主席说,从他的房间里看着院子里的陈列品,称赞总统和其他所有相关人员。显然,他对这个消息非常满意,并感谢我们以荣耀的方式报道了公司。毕竟,如果您要比赛,就必须比赛才能获胜。
33胜利后收紧头盔带
 浅间神社的胜利杯和胜利旗
浅间神社的胜利杯和胜利旗比赛的胜利极大地促进了我们的销售,这种胜利的情绪渗透到整个公司。然而,尽管取得了胜利,我认为这场比赛也让总裁和管理层深刻反思我们在提高摩托车性能方面缺乏知识和经验。他们意识到必须纠正这种情况;他们认为我们必须从理论上和统计上研究发动机的基本特性。
在7月13日的部门经理以上会议上,我们讨论了20多个我们基本上必须从事的研发等项目,然后分工着手着手。
为进一步强化组织,研究部部长小野从日本乐器制造株式会社调任至雅马哈发动机,加速赛车发动机的研发。
直到很久以后我们才意识到这个决定是川上总统惩罚我们为了胜利而喝醉的方式,并抑制任何变得傲慢和过度自信的倾向。
因为那年秋天就要举行浅间高原比赛,只有在富士比赛结束后立即加强我们的研究小组,我们才能在接下来的战斗中发挥出最好的水平。这是“胜利后系紧头盔带”这句话的完美实例。
7月19日,川上社长宣布了雅马哈发动机又一轮人事变动。新任命如下:总务部部长Sakuro Takahata、设计部部长Yoshiro Takai、代理设计部部长Fumio Nemoto、研究部部长Shun Ono、制造部部长Juichi Aisa、我担任代理制造部部长和检查部部长村上福二。这是公司成立时的管理团队。
鉴于员工人数相对较少,只有 150 人左右,我们都觉得自己是一个大家庭的一部分——就像雅马哈丸号船的船员在波涛汹涌的大海上航行一样。
我们完全不知道未来会为我们准备什么,我们也没有任何方法可以预测它。我们只有一个信念,即我们必须发展这家名为雅马哈发动机新生公司。而且,我可以看到这艘船在无休止的波涛汹涌的水域中挣扎,我们每个人都在尽我们最大的努力完成我们的工作。
该公司生产了 260 台机器,并在 7 月份出货了 250 台。在日本,许多摩托车公司破产倒闭。我们能活下来吗?
 滨名工厂的时代景观(从北面看)
滨名工厂的时代景观(从北面看)34按你的原则行事
有经验的人的评论和意见很有说服力;您钦佩他们的领导才能,并且您似乎不可避免地想要倾听并追随他们。相反,那些能力非常谦虚的人往往是批评他人并迅速找借口的人。
 在草坪上休息一下
在草坪上休息一下Yamaha 的我们中没有人想要后一种类型,而且我一直觉得,川上总裁选择担任经理的是那些表现出前一种品质的极少数人——尽管这对我来说可能完全是武断的推测。但是,当情况需要或需要改变时,川上总裁对下属的纪律非常严格。
例如,我在日立精机工厂实习回来后不久就发生了以下事情。滨名工厂没有办公室,所以我担任制造部经理的办公桌位于发动机组装工作区的一个小角落。
然而,川上总统后来指示工作场所不得放置办公桌。故事远不止这些,但最终的结果是我丢了桌子。我被迫把文件放在包里,像吉普赛人一样生活。对于像我这样头脑不清的人来说,这条指令的意义非常难以理解。事实上,我花了几个月的时间才明白其中的原因:
1.当你舒舒服服地坐在办公桌前,在那些努力工作、汗流浃背的人面前摆出一张大脸时,你认为这会激励他们做到最好吗?
2. 如果您有时间坐在办公桌前,请成为一名合格的经理,并在工作场所巡视以确保一切正常,用您自己的两只眼睛。
3. 我们没有现在那么多的工厂工人。更努力地思考;想方设法简化您的办公室职责,从而尽可能减少在办公桌前的时间。
一旦我最终自己弄清楚了这些原因,我终于被允许在电气室拥有自己的办公桌。但即便如此,在工厂车间时,我们还是站在简单的木桌前做文书工作。
1955 年 6 月 24 日下午,随着富士比赛的临近,川上社长正在巡视工厂时向我指出,发动机装配区的一台 1 吨压机正在泄漏液压油。
“我把这件事告诉了加工部,他们还没修好……”这是我编造的愚蠢借口,果然,正是这种话激怒了总裁。 “什么,你认为你已经完成了你的工作,因为你让他们修理它?!”他喊道。 “现在漏油了,就在你面前!如果他们不修,那就自己修吧!你可以请一些办公室工作人员帮忙,但永远不要让员工下班去做这件事。”
伊藤先生、河合先生和我立即开始修理印刷机。不用说,工人们惊讶地看到部门经理在修理机器!虽然我们一开始认为这很难修复,但一旦我们完成它,它就会被证明是一项相当简单的任务。
那天晚上 7 点 30 分左右,我们完成了工作,并打电话给总统,告诉他我们已经修复好了,并为我们的疏忽道歉。 “好吧,只要你学到了一些东西,”他就这么说,我们认为他已经原谅了我们。
另一个规则是原型机由经理和工程师组装。因为他们是设计它们的人,所以他们对可能的问题有最好的洞察力。在解决问题和员工发展方面,这是一种极好的方法。
像我们公司这样的摩托车行业的后起之秀,要想赶超老牌大厂,首先管理人员要有丰富的实践经验。我认为这是培养雅马哈精神的关键因素之一。
35在乘鞍进行测试
不断努力提高我们自行车的质量,尤其是性能。我们一直在问自己,摩托车的质量意味着什么。当时骑摩托车的人很少,市场调查也很少,所以制造商必须自己走出去了解实际的市场情况。
正是在这种时候,川上总裁总是带头。确定客户的需求,确定 Yamaha YA-1 是否能满足他们的需求,并提出实施策略;总统将动员并“带头”取得惊人的结果。
 在乘鞍试验期间,小组在小诸城休息。
在乘鞍试验期间,小组在小诸城休息。采取的措施之一是在乘鞍山进行骑行测试。我们开始这样做是因为在那些日子里,Norikura 的道路还没有铺好,所以骑自行车来回是确定其性能的有效方法,因为任何弱点很快就会暴露出来。测试组成员有高井同学、小野同学、根本同学、安川同学、竹内同学和日吉同学,鹿岛同学和社长一起驾驶支援车。
1955 年 8 月 7 日,在岐阜县附近的高山市过夜后,我们在凌晨 4:00 左右骑摩托车上山。正如我之前所说,山上的道路没有铺好,所以自行车扬起了很多灰尘。最重要的是,几乎没有犯错的余地,因为道路的一侧是岩石峭壁,另一侧则掉入陡峭的山谷中,所以我们真的必须注意。但尽管如此,我们都对总统的骑术娴熟以及他从一开始就很享受的样子印象深刻。
大约两个半小时后,我们都安全地到达了山顶。从那里骑马穿过上高地山谷,参观了用于浅间高原比赛的区域,然后沿着路线到达终点轻井泽,总距离约为300公里。
一路上,我们在长野县小诸城遗址吃了一些信州荞麦面,在场的每个人都记得这些面条是多么的美味。随着总裁和我们工程部门的许多负责人参加了这次登山和道路测试,我们能够在更短的时间内了解摩托车的性质及其性能。
36富士山攀登赛后
直到八月,生产才终于开始顺利进行,我们成功地出货了 350 台机器。这个数字平息了营销部门对更多库存的持续要求。
然而,YA-1 138,000 日元的高现金价格和微薄的利润率意味着与我们合作的经销商并不多,而且说服其他人使用这辆自行车的障碍相当大,所以销售团队正在努力就像工厂卖我们的自行车一样难。
尽管雅马哈是著名且受人尊敬的乐器品牌,但作为摩托车制造商,它仍然几乎不为人知。为了让客户正确地怀疑乐器制造商真的能制造出好的摩托车,我们在富士的胜利是我们唯一真正吸引人的地方,并且坚定地认为雅马哈品牌的自行车可以赢得任何客户的赞誉,销售团队继续工作赢得人们的青睐并扩大我们的潜在市场。
随着我们的产品以某种方式成功进入店面并且使用的数量增加,保修索赔和改进要求也随之增加。在热处理领域尤其如此。当时我们还没有像今天这样的气体渗碳方法,而是采用固体碳化和液体碳化。我们的热处理设备也不是最先进的,这使得很难达到理想的硬度和强度水平。这是我们特别落后的一个技术领域。
尤其是对镍铬钼钢进行渗碳,对精度的要求非常高,我清楚地记得原田先生和组长敦美(他们都已去世)通过反复试验和错误努力解决这个问题。
有一个“故事”是关于生产经理匆匆忙忙地将他们最终设法生产出具有所需硬度的小批量零件运送到生产过程的下一步。那个故事大约发生在这个时候。
活塞由“Lo-Ex”铝合金制成,我们在活塞卡住方面遇到了巨大的问题,引发了一些严重的投诉,而且卡住还导致客户致电换档杆断裂和换档器弹簧折断。但是这些问题对于我们目前的讨论来说太技术性了,所以我将把它们排除在外。
日本乐器制造株式会社成立了一个研究部门,并在那里设置了一个秘密工作室,并在那里进行了非常激烈的工作。该房间位于现在位于日本乐器制造株式会社总部办公楼旁边的仓库中。叫做八幡仓库,只有几扇小窗,让人有些不舒服。但因为它与外界完全隔绝,所以这里是一个理想的位置,可以让秘密研究和那种性质的东西远离窥探。
正是从这里开始研发如何提高我们赛车引擎的性能。由研究部部长小野、内藤先生和石川先生组成的三人小队。
 当时的秘密研发中心所在的仓库
当时的秘密研发中心所在的仓库1955 年 9 月左右,他们开始开发 175cc 原型机。这台机器以 175cc DKW 为模型,被称为 YC-1。这将是第二辆雅马哈摩托车,并于次年 1956 年开始生产。
9月10日,召开计划会议,讨论如何将月产量提高到1000台。就在这一天,一则消息让我们所有人都震惊了。当天下午2点30分左右,川上社长在远州铁道八幡站附近骑摩托车时发生了事故。他摔断了腿,在医院里,情况危急。
尽管他是总统,但他真的很喜欢摩托车,并且在浅间高地比赛之前亲自骑自行车寻找其他方法来提高其质量和性能。我们都为他对自行车的好意导致了事故而感到难过,并全心全意地希望他早日康复。