What the Japanese Bayberry Trees Have Seen Stories from the Early Years of Yamaha Motor
介绍雅马哈发动机技术背后的故事。
28 “边做边学!”
箭一旦射出,就无法返回。在制造并销售了第一台 YA-1 之后,我们不能满足于现状,因为我们还有很多东西要建造。让自行车下线遇到了一些严峻的挑战,但到 1955 年 2 月 13 日,我们终于又完成了六台机器。虽然我们的生产过程就像一个陷入泥泞的车轮,但它正在慢慢开始获得牵引力。
然而,一旦真正开始全面生产,这本身就成为公司内部巨大的自我反省的原因。我们突然痛心地意识到,自从公司上次生产螺旋桨以来的十年里,我们的金属加工技术和技术已经远远落后于时代。
为了解决这个问题,制造部总经理Aisa参观了日立精机位于千叶县的Abiko工厂,据说那里拥有最新的加工技术和机械。他对那里的所见感到惊讶,回来后召集了一次会议,讨论如何解决我们的加工问题。
这次会议的结果是,社长要求日本音乐金属加工部经理中谷和我亲自学习现代加工方法,并尽快将其融入我们的业务中。我们的摩托车生产才刚刚开始,我很担心,但我们被命令立即出发去训练。所以,在 2 月 18 日,我们离开了大约一个月的教学。
在这种情况下,通常会选择最有经验的工人进行培训,但总裁坚持认为,监督工作场所的部门经理应该亲自体验这些新技术。
我们去了千叶的阿比子,在一家老旅馆租了房间。我们以工厂工人的身份开始了我们的临时生活,并学习了如何操作现代金属加工机床。虽然我们是自己公司的经理,但我们没有受到任何特殊待遇,我们像其他工人一样辛勤劳作,结束了沾满灰尘和油污的日子。
我们的第一份工作是使用转塔车床切割 70-80 毫米厚的钢材。滨名工厂的同样任务意味着使用高速钢钻头缓慢切割,这总是一个费力的过程。但在这里,泰珂洛和其他使用超硬合金的品牌制造的工具在切割钢材时会产生一些烟雾,就像热刀切割黄油一样。我们只是盯着,对他们完成这项工作的速度感到目瞪口呆。
我们的职责还包括清洁机器、去除切屑和刨花、磨锐工具头和设置机器。每当我们不得不请一位老前辈帮忙更换工具时,我们收到的责骂只是工作的一部分。
在我们工作的极少空闲时间里,我们记录了刀头和刀架的各种形状、工件转速、进给速度、切削深度和各种其他信息等工作条件。然后,每天晚上回到我们的房间后,我们都会使用这些数据在低瓦数灯泡的昏暗灯光下写下我们的进度报告,并将报告发送给我们公司。我们白天学到的一切都在那天晚上写下来并立即发送。
我们在日立精机的一些报告
我们从未错过任何一天,我认为这是因为我们感觉自己是为我们公司发现新技术世界的先驱。因此,直到午夜左右,我们才能够沐浴并清除自己的污垢和污垢。因此,当我今天看到少数幸存的报告时,它们生动地让人想起了我们工作日中弥漫的汗水和切削油的恶臭。
根据我们提交给滨名工厂的这些每日报告中的数据,对新的加工技术和条件进行了测试,并立即采用了那些被证明有效的方法。在我们第三周的某个时候,高井总经理和技术部经理根本加入了我们的培训。看着他们工作,我看到了我们自己的培训和我们发回的关于新加工技术和技术的报告是多么有效。
当我们最终回到我们的工厂时,甚至我们都对加工速度的显着提高感到惊讶。这是我们公司的座右铭的一个完美例子,即推动员工“行动迅速、精明”。
无论如何,我们在边做边学的一个月中获得的知识是无价的,我认为它对我们工厂的运营做出了巨大贡献。川上社长后来送我们去参加各种其他的实践培训。每一次,我们都感谢我们学到的一切,感谢他的英明领导。
29齿轮的故事
2 月份,我们以某种方式设法组装了 30 辆摩托车,其中 17 辆已运出。然而,在我们三月下旬在日立精机的培训结束后不久,我们遇到了传动齿轮精度的大问题。随着生产的进行,我们的耳朵对发动机的声音越来越敏感,质量控制标准也越来越严格,这是很自然的。由于这个原因,我们遇到的最大问题是我们从齿轮中听到的噪音。
当时,我们认为生产高精度齿轮的最佳方法是在精加工的最后阶段通过将两个齿轮同时运行在一起来磨合齿。但由于齿轮在加工后经过渗碳表面硬化处理,如果齿轮的初切齿不精确或热处理造成齿形翘曲,则无法通过研磨来提高齿轮的精度。
问题在于我们用来切割齿轮的机器:来自螺旋桨生产时代的旧 Reinecker 滚齿机——即使在那个时候它也很少使用——根本不够好。另外,我们对滚刀的打磨技术不够完善,再加上我们的热处理能力还很欠缺,所以只能预料到我们的齿轮会发出这么大的噪音。
为了解决这个问题,我们走访了几家专门从事齿轮制造的公司,并听取了专家的建议,但没有一个能快速解决我们的问题。直到五月,我们才发现了我们的奇迹制造者。在东京举办的国际贸易展览会上,制造部总经理 Aisa 看到展示的 Reishauer 齿轮磨床并建议我们购买一台。
当时,齿轮磨削只能使用高端工具和机械来完成,这使其成为一种固有的昂贵工艺。然而,Reishauer 方法的突出之处在于它特别适合大规模生产。技术部经理根本立即拜访了池贝金属工厂,该工厂已经购买了这样一台机器并投入使用。他们用我们的一个齿轮为他测试了机器,每个齿轮的磨削时间为 3 分 18 秒,使他相信它适合大规模生产。
然而,1200万日元的天文价格远远超出了滨名工厂的承受能力。相反,在 5 月 25 日决定购买该机器并将其安装在 Nippon Gakki 的机床工厂。由 Reishauer 齿轮磨床生产的第一批摩托车齿轮用于参加富士攀登比赛的自行车[在下一个故事中提到]。
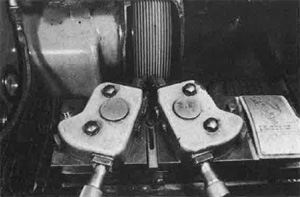 使用磨石塑造零件的 Reishauer 磨床
使用磨石塑造零件的 Reishauer 磨床这台齿轮磨床是建立 Yamaha 高质量声誉的关键,该公司已安装了 13 台此类机器。我们齿轮加工技术的改进使得不再需要磨削每个齿轮的配合面,但我认为 Reishauer 齿轮磨床是公司早期的一个重要因素。毕竟,它只需一次冲程就解决了我们所有的齿轮啸叫问题。
30准备富士攀登赛
进入富士攀登赛的想法是在五月底的时候产生的。由汽车杂志有限公司赞助,比赛的主席是杂志社社长木村雅文。我记得杂志静冈办事处的负责人盐泽守一非常努力地组织这次活动。
全长 24.2 公里的路线在从富士宫市的浅间神社到富士山前侧的第二站的公共道路(实际上是一条山路)上运行。 1955 年的比赛将是该赛事第三次举办。前两场比赛均由本田赢得。如果我们要参加,我们的主要目标很高而且非常简单:击败本田。
第一项任务是开始为赛车制造发动机,但我们对如何增加发动机马力仍然知之甚少。尽管如此,我们的工程团队通过尝试各种调整措施来制造一些赛车引擎并将它们发送给在富士练习的团队,从而迎接了挑战。到 6 月 25 日,已经发送了 20 台发动机,随后又发送了 14 台。
就在那时,我们收到了富士的报告,称本田通过从 3 速变速器到 4 速变速器提高了他们 125cc 机器的性能。这是团队支持小组非常关注的一个来源。雅马哈车队由十名车手组成。赛前测试和练习继续以狂暴的速度进行,但由于路线是单向爬坡而不是环形赛道,团队无法衡量他们的时间。
川上会长建议我们使用收音机。该团队立即着手制定策略,在起跑线、第一站和终点线精确地(秘密地)记录和传递时间。当然,他们也记录了比赛的次数,让我们对自己的表现有一个非常清晰的了解。谈论一个好主意!
在技术部经理根本的带领下,回到工厂的车队支持组的工程师们继续努力提高赛车发动机的马力,但事实证明,这比我们想象的要困难得多。就在这个时候,好运来了。
31 “雅马哈发动机公司”
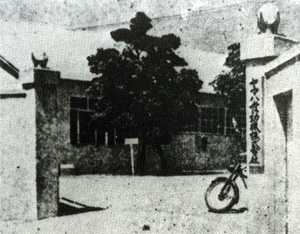 当时的正门
当时的正门雅马哈发动机公司于 1955 年 7 月 1 日日本乐器制造株式会社独立出来。我记得实际上并没有举行盛大的欢呼或特别的仪式来纪念这一事件;更改只是提交相关文件和公司的法律认可。
我们有3000万日元的资本。川上社长担任掌舵人(兼任日本乐器制造株式会社),日本乐器制造株式会社制造本部总经理 Aisa 被任命为常务执行董事。董事会成员包括日本乐器制造株式会社常务执行官 Ogura、技术部总经理 Takai 和运营总经理 Kubono。爱纱俊作董事和东京分公司神谷经理担任审计员。制造将由雅马哈发动机公司处理,但销售将通过日本乐器制造株式会社。我们拥有的雅马哈发动机员工总数已经超过 150 人。
无论如何,回到访问工程师的幸运鸽,它以安装在最新型号DKW上的消声器的形式出现。当工程师将这个消声器安装到 YA-1 发动机上时,他们惊讶地看到了 0.5 马力的增益。他们不知道仅消声器就可以如此显着地改变发动机的输出。
原版 YA-1 上的消声器尖端呈鱼尾状,因此工程师将其改为简单的圆管。回到富士山,赛车队在他们不间断的训练中汗流浃背,寻求想出任何策略来击败本田。几乎一天过去了,工厂的支持团队没有收到对更好发动机的紧急请求。
仅剩一周时间,工程师们就开始日夜工作在赛车引擎上。 7 月 6 日,川上社长亲自指导发动机测试。当我们一遍又一遍地尝试多种方法来努力提高进气效率时,提高马力最有效的方法之一就是改变化油器的针状喷嘴。这一发现激发了工程师们更大的努力。
他们终于在川上社长的陪伴下熬了一夜。测功机指针会上升然后下降,活塞会抓住,玩弄我们的情绪——成功的喜悦很快让位于挫折和失败。我也在那里和川上社长一起监督事情,亲眼目睹了每个人的脸,他们向成群的嗜血虎蚊拍打着他们汗水浸透的皮肤,因为他们拒绝放弃。这是一个永远烙在我记忆中的场景。
在我们通宵之后的第二天,也就是 7 月 7 日,工厂总经理 Aisa 正式向大家宣布,雅马哈发动机日本乐器制造株式会社分拆,成为一家独立公司。制造部的高级职员中,新的工头是尾外同学、永田同学、爱纱同学、相良同学、菅沼同学、厚美同学、木下同学、山下同学和武田同学。当然,没有主管。
我们最终制造了 14 辆赛车并运往富士山的车队。那是异常忙碌的一天,因为当时我们的工作人员仍然很少,我们没有人有时间休息或睡觉。川上社长再次与我们同在,团队的每一位成员再次开夜车。
后来我们听到富士山的消息,本田已经用直升机将他们最新的高性能赛车发动机送到了现场,这让我们大吃一惊!
同样在 8 日,每当我们完成一台发动机时,我们就会将 14 台额外的发动机中的每台都运送给富士山上的团队。为了让工作不间断地继续进行,工程师们在白天轮班打盹。 8 号晚上是他们连续第三个通宵。终于,时间到了。五台备用发动机装在川上社长的福特汽车的后备箱中,社长根本由社长的私人司机玉木先生开往富士山。
9日凌晨2:00出发,但东方的天空已经开始放亮;黎明在夏天来得早。现在,只剩下一个问题:富士山攀登赛是否预示着雅马哈在摩托车行业的未来?
连续几天几乎没有休息,当我们终于在工厂前的草坪上挥手让川上社长离开时,我们已经筋疲力尽,几乎分不清前后。黎明到来时,我们还在那片草坪上睡觉。