







やまももの木は知っている ヤマハ発動機創立時代のうらばなし
28自ら肌で知れ
矢は放たれた。一旦放たれた矢は戻すことはできない。生産第一号車が生れ、販売されてしまった以上、当然ながら一台だけで止めている訳にはゆかぬ。後続させることが、つづいての大きな負担となったが、昭和30年(1955年)2月13日になってようやく6台の組立を完了することができた。
ぬかるみにめりこんだ車輪が少しずつ廻り始めたように、生産らしきことが始まった。しかし生産が開始するにつれ、社内には大きな反省が出始めた。プロペラの金属切削時代と縁が切れて以来10年、その間に加工技術がいかに遅れているかということに気がつきだしたのである。
そこで相佐製造部長は、当時金属切削技術の進んでいるといわれていた日立精機の我孫子工場へ見学に行き、その進歩ぶりにただ驚嘆し、対策についての報告会が行われた。
その結果、日本楽器の中谷鉄工課長と私の二名は、自ら体験実習して切削の新方式をすぐ導入するよう社長命令が下ったのである。動き始まったばかりの生産のことも心配だったが、すぐ出発せよとの厳命で、2月18日より約一ケ月の予定で出張することとなった。こうした場合、当然職人クラスの人を選ぶのが普通だったが、まず以って現場の責任者である課長が、自ら体験せよという社長の強い信念のもとに行われたものである。
我々は千葉県の我孫子へ行き、古くさい宿屋に下宿して、工場生活に入り、金属切削の実習が始まった。こちらでは課長でも、実習に際しては特別な待遇は与えられず、他の作業員と全く同じ、油まみれの生活であった。
機械はターレット旋盤で、70~80mmの鋼材を突切ることが最初の仕事であった。ハイスといわれる高速度鋼でコトコト削る浜名工場での仕事とは異なり、タンガロイなどの超硬質合金工具鋼により煙を上げての高速切削には、ただ目をみはるのみであった。
機械の掃除から、削り屑の運搬、バイトの研磨もセッティングも自分でやらなければならないし、工具係のおじさんに工具を交換してもらう度に叱られることも仕事の一つであった。休けい時間を利用してバイトやツールホルダーの形状や回転数、送り、切りこみなどの切削条件をメモしておき、宿屋へ帰ってからうす暗い電灯のもとで、その日の実習状況を報告書にまとめ、毎日本社へ送りこんだ。
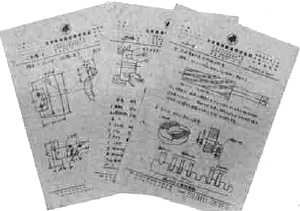 日立精機実習報告の一部
日立精機実習報告の一部 その日のことはその日のうちに、そして一日も欠かすことなく守り通すことができたのも、パイオニアとしての一途(いちず)な気持がそうさせたものと思う。従って風呂へ入っての就寝は12時頃となった。そんなこともあって今も残る報告書綴を見るにつけ、汗と油のにおいの想い出がよみ返ってくる。
浜名工場では毎日のように送られてくる報告書のデータをもとに、切削条件のトライが行われ、よいものはすぐ採用して実施に移された。三週間目頃より高井部長、根本技術課長も実習に合流し、その結果、加工技術の習得の成果は、大いに見るべきものがあったと確信した。
工場へ帰ってみると、切削スピードは素晴しく向上しており、実習してきた我々もびっくりする程であった。社訓の「実行に敏に」を実践した一幕であった。
いずれにせよ、この一ケ月で体験し、自らの肌で知った加工技術の知識は、私たちにとっても大きな資産となり、その後の工場管理の上にもプラスになったと思っている。それから後も、川上社長の命令で幾度かこうした体験をさせてもらい、その恩恵に浴した我々は、改めて偉大なる指導者に感謝したのである。
29歯車物語
2月はなんとかオートバイ30台の組立を完了し、17台を出荷したものの、私どもが日立精機の実習から帰ってきた3月下旬は、ミッション歯車の精度の点で、大きな壁にぶつかっていた。生産が進むにつれ、当然のことながら耳も肥えてくるし、品質基準もきびしくなってくる。そこで一番問題になったのは歯車の騒音である。
当時は歯車の加工の最終仕上げで二つの歯車を同時に噛み合せて、回転し共摺り(ともずり)させるというラッピング方法をとれば、高級な歯車の精度が得られると信じていた。しかし、歯切りしてから後、滲炭焼入れをして表面硬化をさせる方法をとっている以上、歯切りの精度の悪いものや、熱処理によって歪んだ歯車の歯面の精度をラッピングによって改善することは不可能であった。
歯切り機械は、プロペラ時代に少しばかり使ったことのあるライネッカーのホブ盤だけでは頼りにならないし、切削する工具のホブの研磨技術も悪く、加えて熱処理も未熟であったから、歯車の騒音がでてくるのも当然だったといえる。
そこで歯車加工についてくわしい各社を訪問したり、専門家の意見を聞いたりして対策しようとしたが、即効的な良薬はなかった。ところが5月に至って起死回生の方法が発見された。東京で開かれている国際見本市に出品されているライスハウエル社の歯車研磨盤を相佐製造部長が見てきて、これをとり入れてみてはという議論がもち上った。
歯車研磨というのは当時、工作機械など高級なものしか使えない程、高価な仕事であった。しかし、このライスハウエルの方法は量産的であるというところに特徴があった。早速、根本技術課長はこの機械をすでに購入し実用している池貝鉄工所を訪問して、当社の歯車についてテストしてもらったところ、研磨時間も一個当り、3.3分であり、これなら量産に使えるだろうということになった。
ただし価格は千二百万円という高価な機械だけに、浜名工場として手も足も出ない。結局、日本楽器の工具工場へ据付けることで、5月25日ライスハウエルの歯車研磨盤の購入決定をみたのである。後述する富士登山レースに参加するエンジンには、この機械で加工した歯車を初めて使うのである。
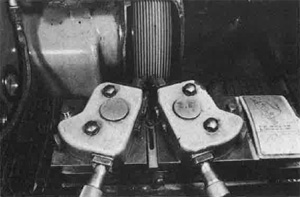 ライスハウエル研磨の砥石成型作業
ライスハウエル研磨の砥石成型作業 その後、この歯車研磨はヤマハの高品質イメージを植えつけるために大きな成果を挙げることになり、今までに設備した台数も13台に及ぶまでに普及したのである。歯切り加工技術の向上により、今は歯車全数について歯面研磨をする必要はなくなったけれども、ヤマハ創成期に果たしたライスハウエルの歯車研磨盤のもつ意義は大きかったと思う。
何はともあれ、苦しみ抜いた歯車騒音の問題は一挙に解決をみたのである。
30富士登山レース準備
5月の末に富士登山レースに参加するという話がもち上った。このレースは「モーターマガジン社」主催で行われたもので、大会会長は同社の社長木村正文氏であり、静岡支社長の塩沢昇一氏の活躍が想い出される。
コースは富士宮市の浅間神社から出発して表登山道の二合目まで24.2㎞の距離であり、公道を使ったレースである。昭和30年はこのレースの第三回に当り、第一回、第二回とホンダが連続優勝している。参加する以上、打倒ホンダは大きな目標である。
まずレース用エンジンの製作からその準備は始まった。エンジンの馬力をあげるための知識は実に幼稚だったと思う。しかし技術陣は勇敢にいろいろのことにチャレンジしてレース用エンジンを作り、富士の現地で練習している部隊に送りこんだ。6月25日には20台、つづいて14台というように現地にエンジンを発送した。
その項、現地からは、ホンダの125ccは三段から四段にミッションを改造して、性能が上ったらしいという情報が入ってきて、後方部隊も気が気でない。一方、ヤマハ陣営に参加することになったライダーは10名。現地では激しい練習をくりひろげられたが、このコースは周廻するコースではなく、一方通行であるからタイムの測定はできない。
そこで川上社長の発案で無線機を使うことにした。即ち、スタート地点、一合目、ゴールと三ケ所にわたって隠密裡にタイムを測定し秘策を練った。勿論、相手の実力も手にとるようにわかるから作戦はたて易い。アイデアは適中した。
後方部隊の根本技術課長以下設計陣もエンジン組立の従業員と共に、エンジンの馬力向上の努力がつづけられていた。性能向上ということはこんなにも大変なことかと苦心している最中、思いがけない幸運の鳩が舞いこんできた。
31ヤマハ発動機独立
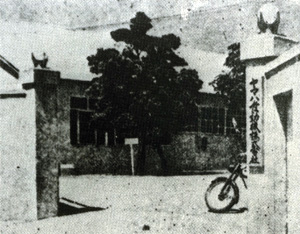 発足当時の正門
発足当時の正門昭和30年7月1日、この日はヤマハ発動機が日本楽器より分離し独立した日ではあったが、実際は特に大騒ぎするようなセレモニーもなく、ただ法律上の手続きをしたに留まっていたように記憶する。
資本金は三千万円、社長には日本楽器の川上社長が就任、同じく日本楽器の相佐製造部長が常務に、小倉常務、高井技術部長、窪野業務部長がいずれも取締役に、相佐春作取締役並びに神谷・東京支店長が監査役にそれぞれ就任された。製造はヤマハ発動機で行うけれども販売は日本楽器を通じて行われた。従業員総数は150名余を数える程になっていた。
この日に舞いこんだ幸運の鳩というのは、DKWの新車のマフラーが入ってきたのである。早速このマフラーをとりつけてみると、エンジンの馬力が一度に0.5馬力も上り、関係者をびっくりさせてしまった。マフラーだけでエンジンの馬力がこんなにも変るものかということがわかったのである。
YA-1のマフラーはスタート時点ではテールフィッシュ型であったものが、これを期として丸型のものに変っていく。
さてレースの方であるが、富士の現地ではホンダとの間に虚々実々のかけひきのもとに、血のにじむような練習がくり広げられていた。当然のことながら、後方補給部隊である工場へは「優秀なエンジンを送れ」の要求が日増しに強くなってきた。
7月に入って徹夜作業も始まった。7月6日はついに川上社長の直接陣頭指揮によるエンジンテストがくり返された。混合気の流れをよくするためにいろいろトライしているうちに、キャブレターのノズルを変えることで出力の増強も実現できたりしてますます欲もでようというもの。
ついに徹夜となった。テストスタンドの前にガンバッている川上社長の目の前で、テストスタンドのメーターは上ったり下ったり、またピストンが焼付いたり、その度に一喜一憂する社長を始めとして立会っているものの、顔と顔、加えて汗の肌に襲いかかってくるヤブ蚊の大群になやまされる姿こそ、いまだに私の瞼に焼きついている情景である。
徹夜して翌7日は相佐工場長より、全員に対してヤマハ発動機が分離独立したことが公に発表された。また生産課の幹部要員として、新しく組長に任命されたその顔ぶれは小粥、永田、相佐、相良、菅沼、渥美、木下、山下、竹田の諸氏であった。勿論、職長はない。
富士の現地へは14台の車が完成して送られた。とにかく多忙な一日であったために、そしてスタッフの少ない当時としては休んで眠っている間もなかった。社長も参加されて再び徹夜の作業が始まった。そして8日となった。
現地から入ってくる情報は、我々をますます焦躁にかりたてた。ホンダは性能向上のエンジンをヘリコプターで送りこんでいるらしいということである。
8日も逐次完成したエンジンをのせ14台を富士に送りこんだ。日中、交代で若干の仮眠をとったが、8日の夜もついに3日目の徹夜作業となった。いよいよタイムリミットとなり、でき上った5台のスペアエンジンを自動車のトランクに入れ、川上社長と根本課長は玉木運転手の運転する社長愛用のフォードに同乗、富士に向って出発した。
9日の未明。時計は2時をさしていた。夏の夜明けは早い。フォードが出発してから間もなく、東の空はうっすらと明るくなり始めた。あたかも富士登山レースを期として、ヤマハがオートバイ業界に躍進することの前途を予言するかの如く。
この日徹夜作業を行った我々数名は、川上社長を送りだしてから芝生の上で前後不覚となり、夜明けまでの数時間を芝生の上で眠りこけてしまった。