いつの日も遠くヤマハ発動機 開拓時代のうらばなし
ヤマハ発動機の技術ストーリーをご紹介します。
5常識破りの「プール」が転機
商品の信頼性を作り込む上で一番重要なものは耐久テストである。当時は動力計を使用してエンジンを回すのが主体だったので、耐久性を確認できる程の時間は稼げないし、使用実態とも異なる条件であった。そうかといって船に付けて長時間航走するのはもちろん無理である。新居工場の舟着き場の海面にエンジンを係留して回すのが精一杯だった。
しかし、この場所にはいろいろな制約があり、1日に3~4時間しか稼動できない。「どうしてもちゃんとした耐久テスト場が欲しい」と小池専務にお願いに行った。1972年(昭和47年)9月のことである。
ちょうどその頃、三河湾の埋立地にあった蒲郡開発株式会社という造船会社をヤマハ発動機が買収する話が進んでいた。その会社の海岸寄りの一部分を耐久テスト場にしたらどうかということになった。浜松からそんなに遠く離れた所で本当にテストをするのかという人もいたが、必要に迫られていたのでそんなことには変えられない。こうして曲がりなりにも耐久テスト場を手に入れることができたのである。

当時の蒲郡実験場全景(海岸)
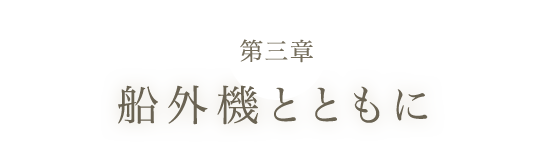
はじめのうちは海岸に切り裂かれた造船用のドックの中にポンツーンを浮かべ、それに船外機を取り付けて運転した。ポンツーンの近くに小屋を建て、実験員を駐在させる。このような形で耐久テストが始まった。
当時、連絡や部品運搬のために浜松から蒲郡までは車で2時間半かかった。また雨の日のテストも大変だった。特に台風予報が出るとポンツーンを陸上に引き上げ、実験小屋の補強を行うなど台風対策でおおわらわ。それでも海が荒れない限りは、むしろ使用実態に近い状態でテストができるということで夜もエンジンを回し続けた。
蒲郡実験室の初代責任者は河野課長、テスト要員は15、6名。3交替制で昼夜を通して連続運転する。仕事は数台のエンジンを止めずに回し続けることで、止まればすぐにチェックをして、問題対策をした上でまた回し続ける。
夜中もテスト要員が付き切りだった。このように担当者の努力の甲斐があって、今まで見つからなかった新しい故障箇所が次々と発見されるようになってきた。この海上テストは2年半続いた。

当時の実験風景(海岸)
しかし、海上でのテストはどうしても天候に左右されてしまい効率が悪い。これを陸上で管理できるテスト場に作り変えたいということが実験担当者の切実な願いだった。最初は大きなプールを作り、その中に海水を入れてポンツーンを浮かべ、エンジンを回すことを考える。
しかし蒲郡のその場所は埋め立て地のため地盤がゆるい。一般的なコンクリートのプールでは重みで地盤が沈んで変形してしまい、コンクリートに亀裂が入り使いものにならない。そこでこのような軟弱地盤にも耐えられる構造として、工事用に使われているゴムシートでプールを作ることを考えた。陸上に50m × 30m の四角形、深さ2mの穴を掘り、それをゴムシートで覆って海水を入れる仕組みである。
早速、ゴムシートのメーカーであるカネボウに相談したところ、「デュポンのハイパロン・シートが良いと思うが、そんな大きな物はやった経験がない。シートは定尺物しかできないので、これを現場で溶着しなければならないが、それには温度を上げてやらないと溶着できないし、自信はない」と言われた。
「でも、何とかならないか検討してくれ」と頼み込んだところ、しばらくして、「新しい仕事への挑戦ということで、成功すれば良い宣伝にもなる。やってみましょう」という返事をもらった。

建設中の新実験プール

テスト場を検分する筆者
飛島建設とカネボウの共同作業で、普通では考えられないプール作りが始まった。そして1975年(昭和50年)2月、本格的な実験場として「蒲郡耐久テスト場」が完成する。
世界初の軟体構造ゴムシート張りプールである。補償期間は10年、カネボウはそれ以上の責任は持てないということであった。プールは毎年1回、水を抜き、点検と僅かな補修を行いながら既に17年になるが、今もって健在である。
このプールを中心に事務所の建物や実験設備も増築された。1983年(昭和58年)にはコンピュータ制御によるエンジン自動監視装置も完備し、現在の近代的エンジン耐久テスト場としての蒲郡実験室となった。この間、河野課長、西田課長、田井村課長と歴代の実験室長の努力は大変なものがあったろう。今振り返ってみると、蒲郡に耐久テスト場を作ったことはヤマハ船外機の品質を世界一にできた大きな要因の一つであると思う。
新プールでの実験開始
6ダイキャスト採用へ
その頃のもう一つの課題はエンジンの重量の問題であった。当時のヤマハ船外機はアメリカの先進メーカーであるOMCやマーキュリーの船外機と比較すると重量が重いという欠点を持っていた。その原因は製造方法の違いにある。
OMCとマーキュリーはほとんどの部品がアルミダイキャスト製品であるが、我々の船外機は砂型か金型鋳造で構成されている。これはもちろん生産量が彼らと我々では全然違うためだが、船外機の商品性は『軽くてコンパクト』が基本であることを考えれば、ダイキャストを採り入れない限り、一級品にはなり得ない。けれどもダイキャストを採り入れると商品開発のやり方が大きく違ってくる。
従来、試作は砂型で行っていた。生産も砂型か金型なので、試作でしっかりテストをしておけば生産に入っても大きな問題は出ない。しかしダイキャストの場合はまず砂型で試作テストを行い、生産の前にダイキャスト型試作を行い、さらにもう一度テストした後にダイキャストによる生産となる。
また、砂型の場合は簡単に型変更ができるが、ダイキャスト型はそう簡単に変更できない。生産量が少ないので、当然1台あたりの型償却費が高くなり、それに伴い製造原価も高くなる。開発期間も開発費もかさんでくる。
当時の生産台数では、まだダイキャストを採用するだけの数とは言えなかったが、早く経験しておかないと商品はいつまで経っても良くならない。いつかは通らなければならない道である。船外機にダイキャストを採用する必要性を重役会で説明し、無理があることを承知の上で今後の開発商品はダイキャストで進めることで承諾を得た。当時としては役員会の議題になるくらいの大きな課題であった。
7巨人・ブランズウィック社との交渉
多少話しは前に戻るが、1971年(昭和46年)の暮れにアメリカのブランズウィック社から業務提携の話が持ち上がった。ブランズウィックは船外機のトップメーカーであるマーキュリーの他に、ボーリング、防衛産業、化学素材製品などの部門を持っているコングロマリットである。当時、ヤマハ船外機部門は技術力も生産能力も世界のレベルからはほど遠い状況にあった。
ブランズウィックは、「まず何よりもマーキュリー部門の会社を見に来て欲しい」と言ってきた。そこでヤマハは技術担当の小野常務を団長に、杉山重役、根本重役、私、福田課長、三信工業からは伊藤重役、伊東課長、鈴木叔雄課長の計8名でウィスコンシン州オシュコシュ市にあるマーキュリーの船外機工場へ見学に行った。

マーキュリーを訪問時のヤマハ・三信チーム

マーキュリー船外機を搭載したボートで移動する訪問チーム(中央の艇の助手席が筆者)
現地では工場や実験テスト場のほか、ほとんど全ての施設を約一週間かけて見せてもらったが、ヤマハ船外機部門とは雲泥の差で、ただただ驚くばかりであった。例えば工場は当時の三信工業とは桁違いの規模であり、大型ダイキャストマシンからグリーソン歯切盤に至るまで、ずらりと並んでいる。当時ヤマハにはダイキャストマシンは1台もなく、グリーソンも三信工業にはなかった時代である。
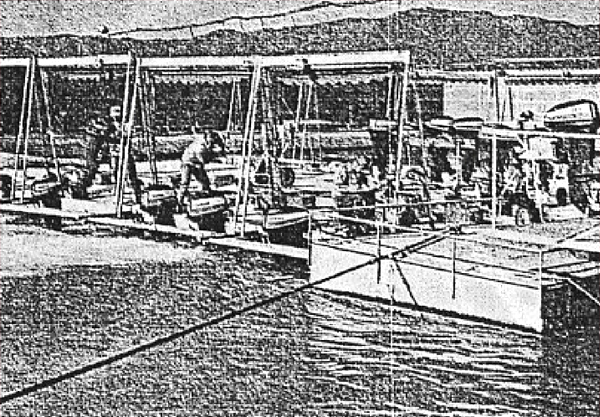
ブランズウィック社の全景
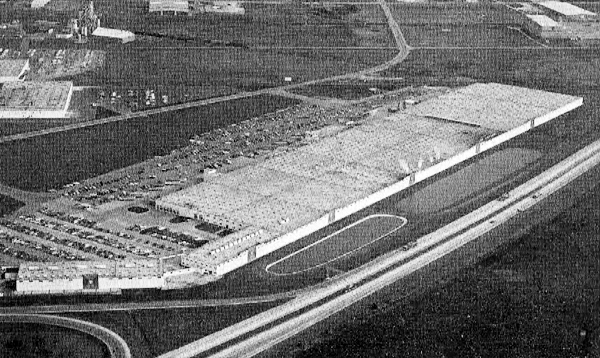
マーキュリー実験基地レイクX
後で聞いた話だが、ダイキャスト技術においてマーキュリーは、GM、フォードに次いで世界で3番目のメーカーであった。テスト場も3ヵ所にあり、中でもメインのテスト場は「レイクX」と呼ばれ、フロリダに所有している大きな湖である。広さ1万1千エーカー(1,300万坪)、湖の外周19マイルの中に一周6マイルのテストコースが作られ、敷地内に飛行機の滑走路が併設され、ウィスコンシンの本社とは自家用飛行機で連絡をとっている。
当時のマーキュリーの全従業員数は4,700名、そのうち開発人員はテスト要員も含めて数百名、開発費も年間数十億円を費やしており、商品ラインナップも2馬力から大型6気筒までのラインナップを揃えて年間約23万台を生産していた。とても我々が競争できる相手ではない。
「ヤマハ独自の力で船外機をやっても、世界レベルに追いつくのは大変なことである。ヤマハができるだけ早く商品ラインナップを整えて世界市場に出て行くためには、この機会を捕らえ、マーキュリーの歴史と経験のノウハウを吸収することが一番得策であろう」
これが見学後の我々の一致した感想であった。
経営と販売の自主性を失わない範囲でブランズウィックとの提携関係を進めたいと川上社長に報告した。ブランズウィックはヤマハの小型エンジン技術とその生産性を利用して小型船外機の充実をはかり、OMCが2つのブランドで成果を挙げているように、2つのブランドの販売網を形成したいという考えを持っていた。
ヤマハはマーキュリーのプレジャー市場における船外機、特に大型機種の技術を習得し、世界市場への事業を確立したいという考えがあり、この業務提携は大きなチャンスだと考えた。このように双方の要望は一緒に仕事を行う方向で一致したのだが、話が進むにつれてブランズウィックの本意は合弁事業にしたいということが明らかになってきた。川上社長は技術提携なら良いが合弁には絶対反対であった。ここで暫くの間、話が途切れてしまう。
ブランズウィックは日本の船外機メーカーと合弁したい。その第一候補がヤマハであり、もしヤマハが断れば、スズキなりトーハツに行くことも充分あり得るという。この問題は役員間でいろいろと検討された。将来のヤマハの船外機事業を考えた時、ブランズウィックといっしょに仕事をするメリットは大きい。しかし合弁という犠牲を払ってまでもやるべきかどうかは、当時としては大きな決断であった。
最終的には「合弁」で川上社長の同意が得られた。この決断がヤマハの船外機事業の将来の方向を決めたのである。

合弁契約書に調印